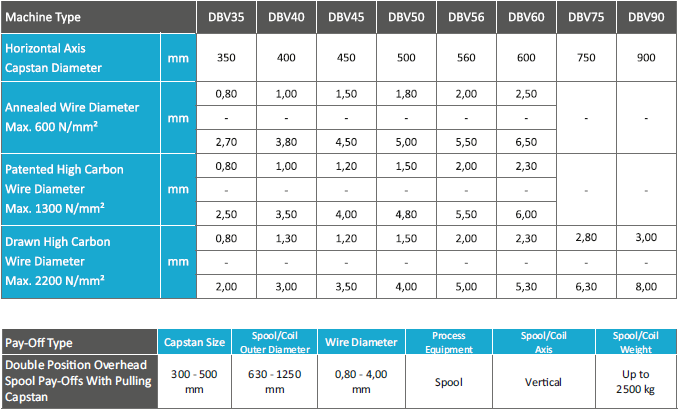
The wire is paid off through a tension control unit. A horizontal arm, pivoting mounted on the frame, can be firmly locked on the axis of the two spools; the arm carries a wire guide, two deflecting sheaves, and a switch that avoids wire breakage in case of snarls by stopping the corresponding take-up position.
In order to avoid wire breakage in the annealing furnace, every payoff position is provided with one pulling capstan driven by an AC motor. The capstans, with horizontal axis, are made of forged steel with tungsten carbide coating on the wire contact surface. The capstans are operated, in all working conditions, at a higher speed than wire line speed. This brings to a continuous slip of the wire wraps on the capstan to compensate speed difference; capstan
absorbs pay-off shocks and overloads assuring a regular feeding of the wire, without back pull, into the line.